Kurbelwellen-Press-Vorrichtung
Verfasst: Di Aug 14, 2007 15:36
Also:
Ich habe 3 defekte Kurbelwellen, bei denen sich angesichts der Schlachterpreise komerzielle Reparaturen nicht rentieren. Das geht vielleicht manch Anderem auch so.
Beim Einen mag das Pleuel he sein, beim Anderen ist es der Limastumpf.
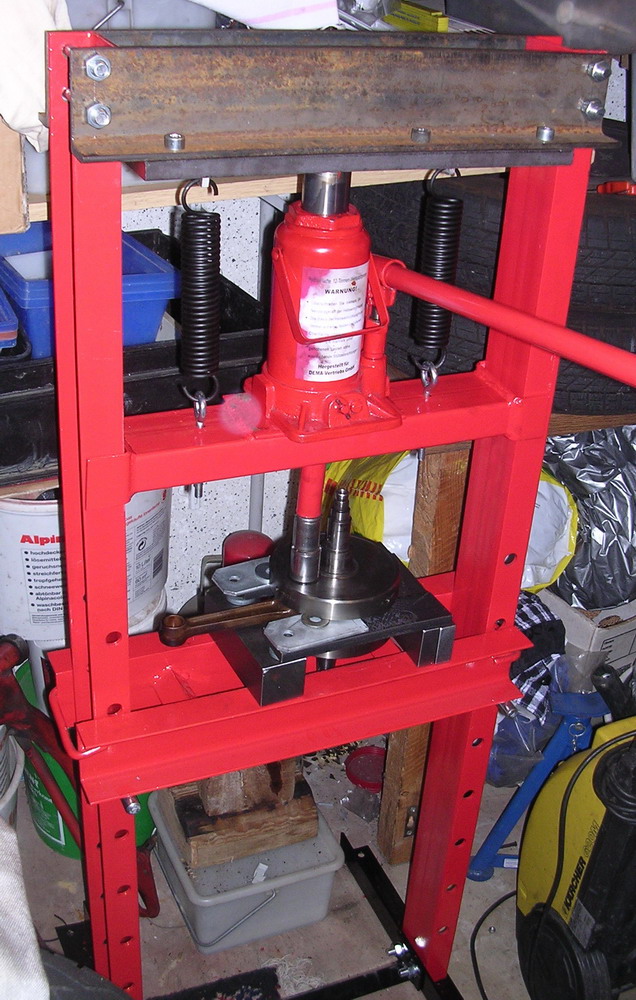
Dadurch ergäbe sich die Möglichkeit aus 3 Schrotteilen ggf eine brauchbare zu machen. Das Zerlegen bereitet mir keine grossen Kopfschmerzen, eine Presse liesse sich rekrutieren. Beim Zusammenpressen und Ausrichten gehts los. Prismenvorrichtung, Kupferhammer und des Meisters gezielter Schlag.....mir schaudert ....
Warum nicht gleich richtig Pressen.
Da fiel mir Diese Seite:
http://www.kart-eigenbau.de/Kurbelwellen_1104.pdf
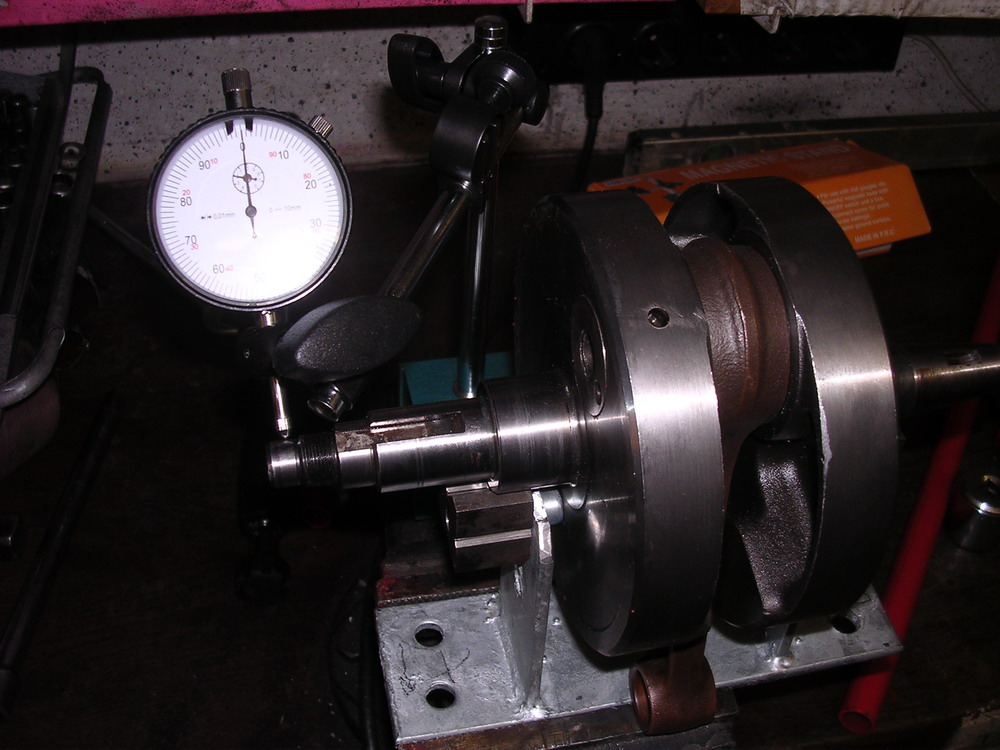
in die Hand und die darin enthaltene Montagevorrichtung, die nach angabe des Verfassers eine Konzentrizität von besser 0,02 garantiert.
Danach entfiele der Kupferhammer voraussichtlich.
Man müsste so eine Vorrichtung konstruieren, dann müsste jemand eine Drehbank mit ausreichender lichten Weite verfügbar haben....
Wäre doch mal eine Überlegung wert?
Regards
Rei97
Ich habe 3 defekte Kurbelwellen, bei denen sich angesichts der Schlachterpreise komerzielle Reparaturen nicht rentieren. Das geht vielleicht manch Anderem auch so.
Beim Einen mag das Pleuel he sein, beim Anderen ist es der Limastumpf.
Dadurch ergäbe sich die Möglichkeit aus 3 Schrotteilen ggf eine brauchbare zu machen. Das Zerlegen bereitet mir keine grossen Kopfschmerzen, eine Presse liesse sich rekrutieren. Beim Zusammenpressen und Ausrichten gehts los. Prismenvorrichtung, Kupferhammer und des Meisters gezielter Schlag.....mir schaudert ....
Warum nicht gleich richtig Pressen.
Da fiel mir Diese Seite:
http://www.kart-eigenbau.de/Kurbelwellen_1104.pdf
in die Hand und die darin enthaltene Montagevorrichtung, die nach angabe des Verfassers eine Konzentrizität von besser 0,02 garantiert.
Danach entfiele der Kupferhammer voraussichtlich.
Man müsste so eine Vorrichtung konstruieren, dann müsste jemand eine Drehbank mit ausreichender lichten Weite verfügbar haben....
Wäre doch mal eine Überlegung wert?
Regards
Rei97