Also:
Ich habe 3 defekte Kurbelwellen, bei denen sich angesichts der Schlachterpreise komerzielle Reparaturen nicht rentieren. Das geht vielleicht manch Anderem auch so.
Beim Einen mag das Pleuel he sein, beim Anderen ist es der Limastumpf.
Dadurch ergäbe sich die Möglichkeit aus 3 Schrotteilen ggf eine brauchbare zu machen. Das Zerlegen bereitet mir keine grossen Kopfschmerzen, eine Presse liesse sich rekrutieren. Beim Zusammenpressen und Ausrichten gehts los. Prismenvorrichtung, Kupferhammer und des Meisters gezielter Schlag.....mir schaudert ....
Warum nicht gleich richtig Pressen.
Da fiel mir Diese Seite:
http://www.kart-eigenbau.de/Kurbelwellen_1104.pdf
in die Hand und die darin enthaltene Montagevorrichtung, die nach angabe des Verfassers eine Konzentrizität von besser 0,02 garantiert.
Danach entfiele der Kupferhammer voraussichtlich.
Man müsste so eine Vorrichtung konstruieren, dann müsste jemand eine Drehbank mit ausreichender lichten Weite verfügbar haben....
Wäre doch mal eine Überlegung wert?
Regards
Rei97
Kurbelwellen-Press-Vorrichtung
-
rei97

- Fleißiger Forums-Guru

- Beiträge: 4085
- Registriert: So Jul 13, 2003 20:14
- Wohnort: Denkendorf
-
Yahmama

- XT500-Online-Berater

- Beiträge: 609
- Registriert: Fr Dez 22, 2006 12:18
- Wohnort: Schaffhausen
hi rei97
an sowas hab ich auschon gedacht, bei mir ist es dann an der überlegung gescheitert ob es wirklich dann rundläuft, und ich hätte dann noch die büchse noch einwenig untemass gemacht und sie dann aufgewärm das du erste die erste hälfte der welle so mit 5000N auf die büchse aufpressts dann derbolzen und die 2. hälfte, und amschluss die büchse wider mit abpressen.
weil 0.002 scheint mir doch noch einbischen viel zusein man überlege das es sich auf den durchmesser verdoppelt.
aber ich denke die hardcore-tuner können mehr sagen welche toleranz drinliegt.
ich weis nur die profis haben so eine aperatur die sieht etwa aus wie 2 drehbänke futter gegen futter gestellt und das eine futter lässt sich exzentrisch drehen.
aber las uns doch hören, wenn du es mit dieser metoder versucht hast, wie das ergebniss aussieht.
grüessli
an sowas hab ich auschon gedacht, bei mir ist es dann an der überlegung gescheitert ob es wirklich dann rundläuft, und ich hätte dann noch die büchse noch einwenig untemass gemacht und sie dann aufgewärm das du erste die erste hälfte der welle so mit 5000N auf die büchse aufpressts dann derbolzen und die 2. hälfte, und amschluss die büchse wider mit abpressen.
weil 0.002 scheint mir doch noch einbischen viel zusein man überlege das es sich auf den durchmesser verdoppelt.
aber ich denke die hardcore-tuner können mehr sagen welche toleranz drinliegt.
ich weis nur die profis haben so eine aperatur die sieht etwa aus wie 2 drehbänke futter gegen futter gestellt und das eine futter lässt sich exzentrisch drehen.
aber las uns doch hören, wenn du es mit dieser metoder versucht hast, wie das ergebniss aussieht.
grüessli
Autor ist ein amtlich zertifizierter Verkehrssünder!!!!
-
Pivovar

- XT500-Online-Berater
- Beiträge: 957
- Registriert: Mi Mai 26, 2004 12:08
- Wohnort: Wöllstein (aAdW)
- Kontaktdaten:
mhhh... sowas hab ich zwar noch nicht gemacht, aber ginge nicht einfach ein Distanzstück mit auseinanderstellbaren Dornen zur Zentrierung der Wellenenden in der Mitte der Kurbelscheiben? Die Wellen dürften doch auf der Innenseite auch Zentrierbohrungen haben - jetzt ein Rundstahl (oder dickwandiges Rohr) plan abgelängt mit ner angespitzten Madenschraube in der Mitte zum Rausschieben der achsial toleranzfreien innenliegenden Zentrierdornen. Ich hab mir die Kurbelwellen innen drin zwar noch nie richtig angeschaut, aber ich glaube die Wellen haben tatsächlich diese Zentrierbohrungen, das Teil dazischen mit rausgeschobenen Dornen, vorher den Zapfen durch eine Kurbelscheibe gepresst und die 2te Scheibe angeschnäbelt und lustig drauf los pressen, wenn jetzt die Mechanik des "Zentrier-Distanzstücks" funktionieren täte und die Dorne sich komplett aus den Zentrierbohrungen der Wellen ziehen könnte das ganze doch gehen, auch mit weniger als 2hundertstel Rundlauftoleranz, oder liege ich da falsch?
Die Kurbelscheiben aussen aufzunehmen halte ich irgendwie für zu ungenau, weil man die Rundlauf-Ungenauigkeit nicht kennt.
Ist nur ein Gedankenspiel - wer spielt mit?
Die Kurbelscheiben aussen aufzunehmen halte ich irgendwie für zu ungenau, weil man die Rundlauf-Ungenauigkeit nicht kennt.
Ist nur ein Gedankenspiel - wer spielt mit?
Diskutiere niemals mit Idioten. Die ziehen Dich auf ihr Niveau runter - und schlagen Dich dann durch Erfahrung.
-
Hiha

- 5000+ Club

- Beiträge: 6492
- Registriert: Mo Jun 02, 2003 6:23
- Wohnort: Neubiberg b. München
Ich hab das immer SO gemacht:
In die eine Kurbelscheibe (die übrigens gepaart sein könnten, also Vorsicht beim Vertauschen!) wird der Hubzapfen eingepresst, dann Anlaufscheiben, Lager und Pleuel draufstecken, die zweite Kurbelscheibe drauf, ganz leicht anpressen, und mit zwei großen Prismen ausrichten. Dann zusammenpressen.
Der Kupferhammer ist dabei nötig. 0,02mm Rundlauf hab ich aber auch schon mal so erreicht. Das ist übrigens nicht nur ausreichend, oft geht es garnicht genauer, weil die Hubzapfenbohrungen nicht genauer sind.
Was mir an der Pressvorrichtungsmethode nicht gefällt ist
1.)der massive Materialaufwand, für kleine Kartwellen mag das ja noch gehn,
und
2.) die mangelnde Flexibilität was unterschiedliche Kurbelwellen angeht. Ich mach halt auch mal andere Sachen.
Die Kupferhammerausrichterei mag archaisch scheinen (ist sie wohl auch), ist aber erlernbar und nicht soo schlimm, ausser man drischt sich mal auf die Klupperl
Gruß
Hans
In die eine Kurbelscheibe (die übrigens gepaart sein könnten, also Vorsicht beim Vertauschen!) wird der Hubzapfen eingepresst, dann Anlaufscheiben, Lager und Pleuel draufstecken, die zweite Kurbelscheibe drauf, ganz leicht anpressen, und mit zwei großen Prismen ausrichten. Dann zusammenpressen.
Der Kupferhammer ist dabei nötig. 0,02mm Rundlauf hab ich aber auch schon mal so erreicht. Das ist übrigens nicht nur ausreichend, oft geht es garnicht genauer, weil die Hubzapfenbohrungen nicht genauer sind.
Was mir an der Pressvorrichtungsmethode nicht gefällt ist
1.)der massive Materialaufwand, für kleine Kartwellen mag das ja noch gehn,
und
2.) die mangelnde Flexibilität was unterschiedliche Kurbelwellen angeht. Ich mach halt auch mal andere Sachen.
Die Kupferhammerausrichterei mag archaisch scheinen (ist sie wohl auch), ist aber erlernbar und nicht soo schlimm, ausser man drischt sich mal auf die Klupperl
Gruß
Hans
-
rei97
- Fleißiger Forums-Guru
- Beiträge: 4085
- Registriert: So Jul 13, 2003 20:14
- Wohnort: Denkendorf
Konzentrizität
Also:Die Kurbelscheiben aussen aufzunehmen halte ich irgendwie für zu ungenau, weil man die Rundlauf-Ungenauigkeit nicht kennt.
Die Konzentrizität der Welle entsteht hierbei durch die konzentrische Herstellung der Vorrichtung und die Passung von Topf und Innenteil. Die Hubwangen und deren Toleranz braucht es dabei nicht.Dass der Hub von Wange zu Wange schwankt und dadurch nicht richtbarer Schlag der Kurbelwelle entsteht , ist denkbar, da sicher nicht nur eine Bohrvorrichtung bestand. Wie gross diese Hubtoleranz ist....???
Dass die Wangen gepaart wurden...eher nicht, weil sich jede Fertigung gegen solche kostentreibende ' Qualität durch Messen' Massnahmen wehrt ein low Cost Produkt ist da besonders sensibel. Wenn nun doch, deuten eingeschlagene oder elektroerodierte Zahlen auf sowas hin. (s. Zylinder /Buchse) Klar, so eine Vorrichtung ist unflexibel wenn Hubscheiben und Zapfen jenseits der Innen-Durchmesser auftauchen. Bei den Zapfendurchmessern würden Hülsen helfen flexibel zu sein. Beim Aussendurchmesser wären Hinweise aus der Gemeinde hilfreich um ein möglichst grosses Spektrum abzudecken.
Vorteil der Pressvorrichtung wäre dann gegeben, wenn dadurch langwieriges Lernen des Richtprozesses und Anfangsfehler zu ersparen wären.
Regards
Rei97
-
sven

- XT-Forums-Guru

- Beiträge: 1402
- Registriert: Mo Jun 02, 2003 22:50
- Wohnort: Grafing bei München
rei,
die gezeigte Vorrichtung ist dafür gedacht in der (Klein-)Serienfertigung die
Montage der Kurbelwelle zu erleichtern, kann und will aber nicht das nachträgliche Ausrichten ersparen. Egal wie genau diese Vorrichtung gemacht ist, die Welle muß nach dem Pressen sowieso noch vermessen und nachgerichtet werden.
Hilft dir also nicht weiter, das Ding.
Gruß
Sven
die gezeigte Vorrichtung ist dafür gedacht in der (Klein-)Serienfertigung die
Montage der Kurbelwelle zu erleichtern, kann und will aber nicht das nachträgliche Ausrichten ersparen. Egal wie genau diese Vorrichtung gemacht ist, die Welle muß nach dem Pressen sowieso noch vermessen und nachgerichtet werden.
Hilft dir also nicht weiter, das Ding.
Gruß
Sven
Die "S" ist überhaupt die einzig wahre XT:
Da schüttelt's einen schon bevor der Motor läuft!
Da schüttelt's einen schon bevor der Motor läuft!
-
XTom

- XTom

- Beiträge: 2542
- Registriert: Do Mai 22, 2003 10:12
- Wohnort: Hamburg
- Kontaktdaten:
Moin Leute,
erstmal zur Presse: am letzten Dienstag haben Rammel und ich eine Vorrichtung gebaut, um mit einem Stempelwagenheber den Zapfen auszupressen. Der verwendete Wagenheber konnte aber nur 6 to und das hat nicht gereicht. Weitere Versuche mit einem größeren Wagenheber und Fotos folgen.
Dann zum Montieren: der Djinow (Dr. XT aus Belgien) hat mir das schon mehrfach gezeigt. Also das Ausrichten nach dem Zusammenpressen. Man braucht tatsächlich nur einen Schraubstock, Keile, einen Kupferhammer und natürlich eine Messuhr mit Stativ. Um so ungenauer die Pressung, um so länger dauert das Ganze. Und um so länger das dauert (mehr Schläge) um so schlechter für den Hubzapfen.
Nun hat Djinow eine Firma gefunden, die ihm für etwa 15 Euronen die Kurbelwelle montiert. Dabei werden eben auch Passvorrichtungen verwendet und es sind maximal ein oder zwei Schläge mit dem Kupferhammer nötig.
Wie auch schon gesagt, genauer geht es dann irgendwann nicht mehr. Wenn man die Wahl hat, dann sollte der Schlag aber möglichst nicht auf der Limaseite sein, da dort soviel Schwungmasse vibriert.
Gruß Tom
erstmal zur Presse: am letzten Dienstag haben Rammel und ich eine Vorrichtung gebaut, um mit einem Stempelwagenheber den Zapfen auszupressen. Der verwendete Wagenheber konnte aber nur 6 to und das hat nicht gereicht. Weitere Versuche mit einem größeren Wagenheber und Fotos folgen.
Dann zum Montieren: der Djinow (Dr. XT aus Belgien) hat mir das schon mehrfach gezeigt. Also das Ausrichten nach dem Zusammenpressen. Man braucht tatsächlich nur einen Schraubstock, Keile, einen Kupferhammer und natürlich eine Messuhr mit Stativ. Um so ungenauer die Pressung, um so länger dauert das Ganze. Und um so länger das dauert (mehr Schläge) um so schlechter für den Hubzapfen.
Nun hat Djinow eine Firma gefunden, die ihm für etwa 15 Euronen die Kurbelwelle montiert. Dabei werden eben auch Passvorrichtungen verwendet und es sind maximal ein oder zwei Schläge mit dem Kupferhammer nötig.
Wie auch schon gesagt, genauer geht es dann irgendwann nicht mehr. Wenn man die Wahl hat, dann sollte der Schlag aber möglichst nicht auf der Limaseite sein, da dort soviel Schwungmasse vibriert.
Gruß Tom
www.xt-500.de
Neue Videos bei YouTube:
2020 Lutz, Mex und XTom fahren La Transat Verte [youtube]https://youtu.be/9p9mkMk3xg0[/youtube]
2024 Motor- und Getriebe-WorkShop bei XTom [youtube]https://youtu.be/MJWWDc74HXg[/youtube]
Neue Videos bei YouTube:
2020 Lutz, Mex und XTom fahren La Transat Verte [youtube]https://youtu.be/9p9mkMk3xg0[/youtube]
2024 Motor- und Getriebe-WorkShop bei XTom [youtube]https://youtu.be/MJWWDc74HXg[/youtube]
-
rei97
- Fleißiger Forums-Guru
- Beiträge: 4085
- Registriert: So Jul 13, 2003 20:14
- Wohnort: Denkendorf
weiter...
Also:
Inzwischen bin ich da auch ein paar Schritte weiter.
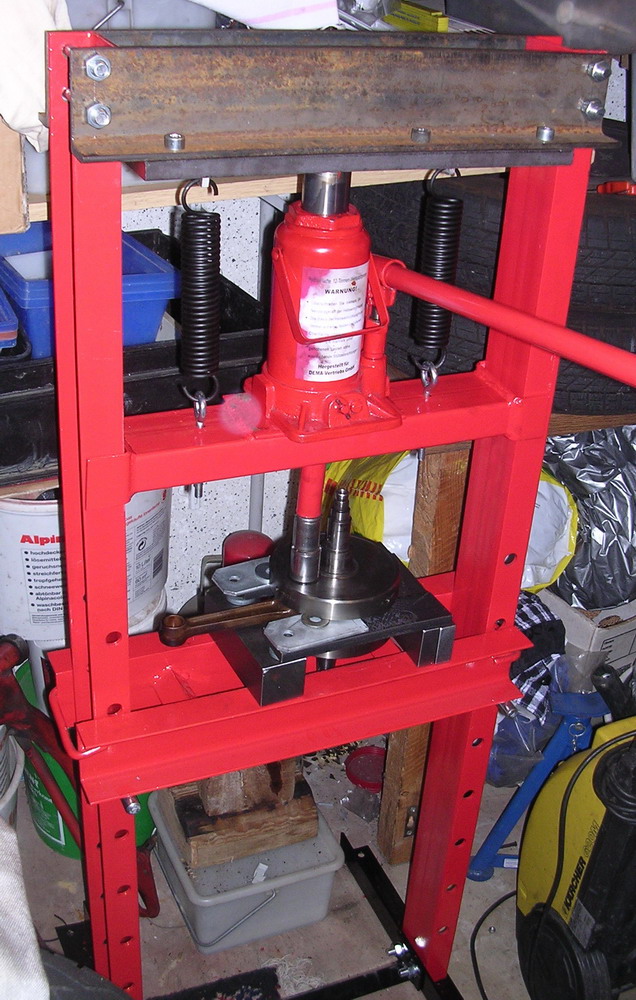
Die Presse ist seit Kurzem in meiner Werkstatt und da sie 12 t kann war ich zuerst guter Hoffnung. Leider war die zweite Welle, die ich zerlegen wollte schon zu viel....oder um es einfacher zu sagen 12t sind nicht immer die 12 t , die drauf stehen.

Eine massive Verstärkung brachte Besserung.
Eine Messmöglichkeit habe ich mir auch geschaffen:
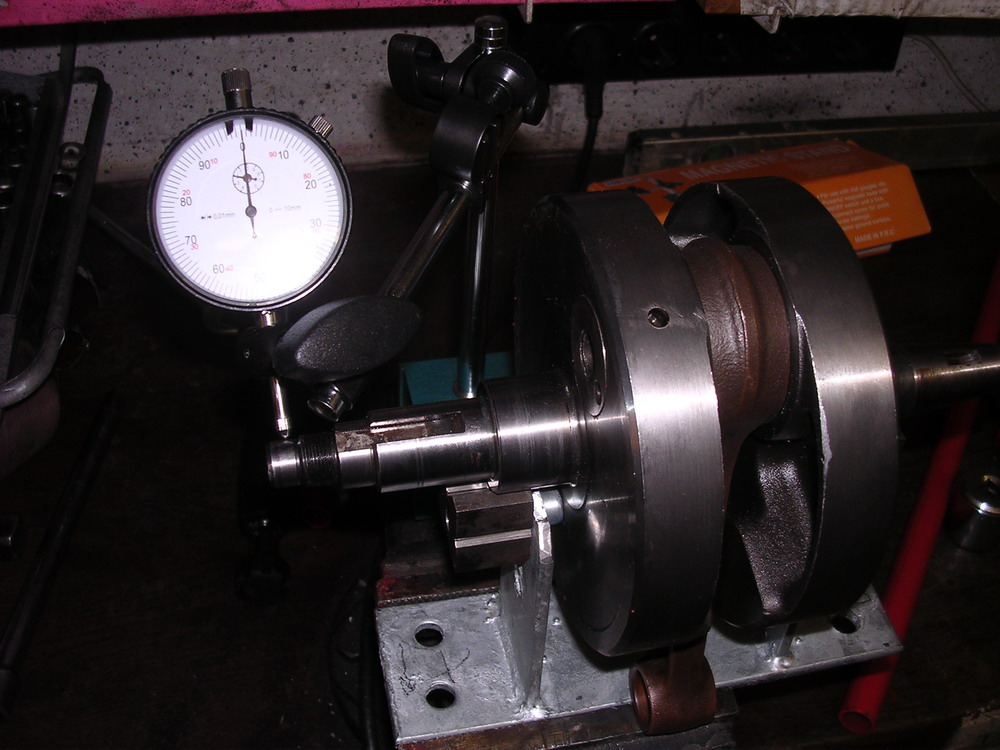
Die erste Welle ist montiert und gerichtet, wobei ich mit der Welle auf einen Holzklotz hieb. Das hat 3 mal gerummst, dann war die Welle auf 1/100 gerichtet. Dabei noch die kleine Anmerkung, daß es egal wo (links oder rechts) (vorne oder hinten) gemessen wird, der Schlag ist überall gleich groß und belastet die Lager mit Verzwängung, was bis 3/100 zulässig ist.
Regards
Rei97
Inzwischen bin ich da auch ein paar Schritte weiter.
Die Presse ist seit Kurzem in meiner Werkstatt und da sie 12 t kann war ich zuerst guter Hoffnung. Leider war die zweite Welle, die ich zerlegen wollte schon zu viel....oder um es einfacher zu sagen 12t sind nicht immer die 12 t , die drauf stehen.
Eine massive Verstärkung brachte Besserung.
Eine Messmöglichkeit habe ich mir auch geschaffen:
Die erste Welle ist montiert und gerichtet, wobei ich mit der Welle auf einen Holzklotz hieb. Das hat 3 mal gerummst, dann war die Welle auf 1/100 gerichtet. Dabei noch die kleine Anmerkung, daß es egal wo (links oder rechts) (vorne oder hinten) gemessen wird, der Schlag ist überall gleich groß und belastet die Lager mit Verzwängung, was bis 3/100 zulässig ist.
Regards
Rei97
Wer ist online?
Mitglieder in diesem Forum: 0 Mitglieder und 1 Gast